
- 28
- بهمن
برشکاری
برشکاری ، معمولاً قبل از اینکه قطعه ای توسط ورق کاری ساخته شود، ورقهای بزرگ به ورقهای کوچکتری برش داده و در اصطلاح یک قطعه یا ورق خام با ابعاد معین ساخته میشود. به این فرایند، برشکاری گفته میشود. ورقها با قرار گرفتن در معرض تنش برشی شدید، برش داده میشوند. این کار معمولاً توسط یک پانچ و قالب انجام میشود.

عوامل اصلی مؤثر در برشکاری عبارتند از:
- شکل سنبه و قالب
- سرعت حرکت سنبه
- روانکاری
- میزان لقی بین سنبه و قالب

فرایندهای برشکاری
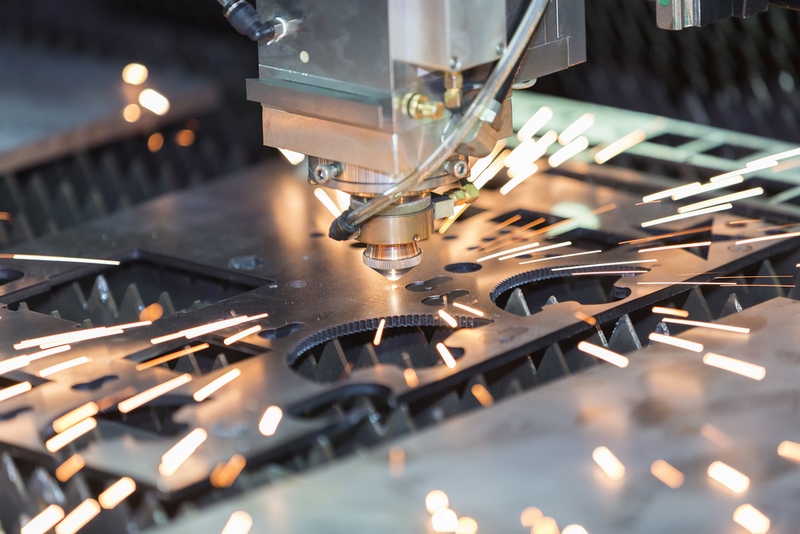
در فرایند برش اگر تیغهها صاف باشند به آن برش (Shearing) گفته میشود. اگر تیغهها انحنا داشته باشند، این فرایندها اسامی خاصی خواهند داشت، برای مثال قطعه خام سازی (Blanking)، پیرسینگ (piercing)، شکاف زنی (notching) و پیرایش یا تریم کاری (trimming). با این حال از نقطه نظر طراحی ابزار و رفتار مواد، همه این موارد فرایندهای برش هستند.

سنبه زنی و بلنکینگ
متداولترین عملیاتهای برشکاری مورد استفاده سنبه زنی و قطعه خام سازی است. در سنبه زنی ورق پاره وسط ضایعات بوده و در قطعه خام سازی یا بلنکینگ ورق پاره نگه داشته شده و باقی ورق ضایعات میباشد. اجزای اصلی مجموعه قالب فرایندهای پیرسینگ و بلنکینگ شامل پانچ، قالب، و صفحه پوست کن یا استریپر میشود. استریپر صفحه ای است که بالای قالب نصب میشود تا از بلند شدن ورق به سمت بالا در کورس برگشت پانچ جلوگیری کند.
موقعیت صفحه استریپر و اندازه سوراخهای آن باید به گونه ای باشد که با حرکت افقی تسمه یا ورق ورودی یا حرکت عمودی پانچ تداخل نداشته باشد. به صورت تئوری پانچ باید با لقی یکنواختی در داخل قالب فیت شود، به گونه ای که این لقی نزدیک به صفر باشد. پانچ در کورس حرکت به پایین خود نباید با قالب برخورد کند، بلکه باید دقیقاً زمانی که سطح پایینش با سطح رویی قالب همتراز شد متوقف شود. در عمل اما، لقی بین پانچ و قالب در حدود ۵ تا ۷٪ ضخامت ورق ورودی در نظر گرفته شده و پانچ تا حدودی به قالب برخورد میکند.

اگر وجه پانچ کاملاً عمود بر محور حرکت باشد، کل محیط به صورت همزمان بریده میشود. با ایجاد شیب ملایمی بر روی وجه آن نیروی مورد نیاز برش به شدت کاهش مییابد. به این شیب زاویه ریک (Rake angle) میگویند. برش به این طریق مانند برش با قیچی معمولی پیش رونده خواهد بود. افزودن زاویه ریک باعث افزایش کورس دستگاه میشود اما از طرفی باعث کاهش زیاد نیروی مورد نیاز برش میشود و کمک میکند با یک دستگاه موجود بتوان ورقهایی ضخیمتر و قوی تر را نیز برش داد.

ایجاد قالب
برای ایجاد یک مجموعه قالب (Die set) جدا میتوان پانچها و قالبها را بر روی یک هولدر پانچ و کفشک قالب جدا نصب کرد. هولدر و کفشک به صورت دائمی تراز میشوند و توسط دو یا تعداد بیشتری گاید پین هدایت میشوند. با تراز پانچ و قالب از قبل، و پیچ کردن آنها به مجموعه قالب، میتوان به راحتی یک واحد کامل را در داخل پرس نصب کرد. این کار میتواند زمان تعویض قالب را به مقدار زیادی کاهش دهد. به علاوه زمانی که دیگر به یک مجموعه قالب خاص نیاز نبود به راحتی میتوان آنها را تعویض کرد و یک مجموعه قالب جدید را در داخل مجموعه هولدر و کفشک نصب کرد.

برش با قالب
فرایند یرش با قالب میتواند شامل عملیاتهای زیر باشد:
- سوراخ کردن : ایجاد تعدادی سوراخ بر روی ورق.
- تقسیم کردن : برش ورق به دو یا چند قسمت مختلف.
- شکاف زنی : ایجاد شکاف با هر نوع شکلی بر روی لبه ورق.
- لنسینگ : ایجاد شیاری که ماده ای از قطعه جدا نمیکند. لنسینگ در حقیقت نوعی فرایند پیرسینگ است.
ورقهای سوراخ کاری معمولاً در ساخت قطعاتی مانند صافیها، فیلترها، حفاظهای ماشین آلات و در کاهش ورن قطعات کاربرد دارند. این سوراخها میتواند از ۱ میلیمتر تا ۷۵ میلیمتر قطر داشته باشد و نرخ سرعت تولید آنها با پرسهای میل لنگی حتی میتواند به ۳۰۰ هزار سوراخ در دقیقه نیز برسد.

برش تمیز
ایجاد و برش قطعه به روش برش تمیز یا فاین بلنکینگ. در این روش یک برجستگی V-شکل بر روی صفحه فشارنده یا صفحه نگهدارنده وجود دارد که به داخل قطعه فرومیرود و از حرکت جانبی آن جلوگیری میکند. با حرکت یک پانچ از بالا و یک پانچ از پایین قطعه فشرده و سپس هر دو با هم پایین میآیند . طرح را از ورق برش میدهند تا یک قطعه با لبه صاف و تمیز ایجاد گردد.

توسط فرایند برش تمیز میتوان به قطعاتی ورقی با لبههایی با دقت بالا و گوشههایی کاملاً مربعی دست پیدا کرد. اگر تمام فرایند برش در یک محیط فشاری انجام و از شکست ناگهانی جلوگیری گردد و درصد نسبی لبه صاف (که به دلیل تغییر شکل ایجاد میشود) افزایش خواهد یافت. بالاتر از حد خاصی از فشار، هیچ شکستی رخ نخواهد داد و تمام لبه قطعه صاف خواهد بود. یکی از روشهای ایجاد محیط فشاری یا تراکمی، استفاده از روش برش تمیز یا Fine blanking است.

چاک دهی
فرایند برشکاری، مانند کنسرو بازکن، میتواند توسط یک جفت تیغه دایره ای شکل نیز انجام شود. به این فرایند برشکاری، چاک دهی میگویند. برشهای ایجاد شده توسط این روش معمولاً دارای لبه برجسته تیز میباشد . به این لبه برجسته تیز در ورق کاری پلیسه میگویند. این لبه تیز را با نورد میتوان مسطح کرد.
قالب خطکش فولادی
همانطور که کاغذ و چرم را با قرار در کنار خطکش برید . فلزات نرم را نیز میتوان توسط یک خطکش فولادی برش داد. این خطکش فولادی یک قالب بوده و Steel-rule die یا قالب خطکش-فولادی خوانده میشود. جنس این قالبها از فولاد سختکاری شده بوده و با فشار دادن آن توسط پرس بر روی ورق آن را برش میدهند.

زبانه زنی
در فرایند زبانه زنی، دستگاهی به نام Nibbler یا زبانه زن، یک سنبه صاف کوتاه را با سرعت زباد به داخل یک قالب بالا و پایین میبرد. ورق به سمت آن هدایت و تعداد زیادی سوراخ همپوشانی بر روی آن ایجاد میشود. با کنترل دستی یا اتوماتیک میتوان هر نوع شکل مورد نیازی را برش داد.

قیچیکاری
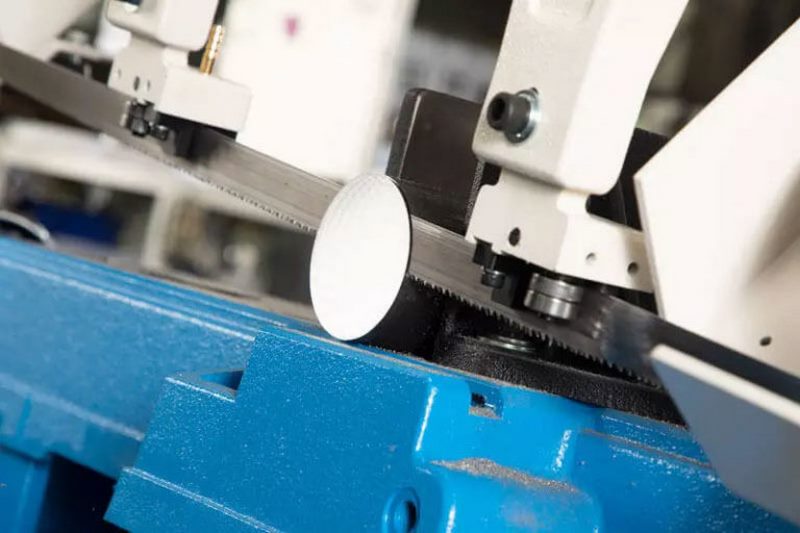
برای بریدن ورقها از انواع قیچیهای دستی، اهرمی و ماشینی کمک میگیرند. قیچیکاری یکی از فرایندهای برشکاری مکانیکی است. به وسیله قیچی میتوان انواع ورقها، میلهها و شمشها را برید. عمل برش به وسیله قیچی شبیه برشکاری با قلم است؛ با این تفاوت که در قیچیکاری تیغهها که در طرفین قطعه قرار گرفتهاند، به وسیله نیروی دست یا ماشین از کنار هم عبور داده میشوند و عمل برش انجام میپذیرد.

برشکاری به وسیله قیچی (قیچی کردن) عبارت است از بریدن یا قطع کردن بدون براده برداری به وسیله دو تیغه بُرنده گوهای شکل که مخالف جهت یکدیگر حرکت میکنند و از کنار یکدیگر میگذرند.هنگام برشکاری با قیچی معمولاً باید بین دو تیغه قیچی مقداری فاصله وجود داشته باشد که در اصطلاح آن را «لقی» میگویند. این فاصله از سویی موجب میگردد که تیغهها با هم اصطکاک نداشته باشند و از سوی دیگر، برشکاری را آسان میکند. لقی بین دو تیغه به ضخامت و جنس قطعه کار بستگی دارد که معمولاً آن را در حدود۱/۲۰ ضخامت قطعه کار در نظر میگیرند.

آرتا استیل تهران متخصص واردات و توزیع انواع ورق های آلیاژی، استنلس استیل و فولاد ضد زنگ، میلگردهای استنلس استیل، لوله و پروفیل و ورقهای فنری، آمادگی خود را جهت همکاری و تأمین کلیه مقاطع فولادی و استنلس استیل به صنعتگران محترم اعلام می دارد. همچنین شما به راحتی می توانید با کارشناسان ما تماس و نسبت به ثبت سفارش خود اقدام نمایید .

{kind=link}
{kind=link}