
- 08
- آذر
تجهیزات جوشکاری آرگون
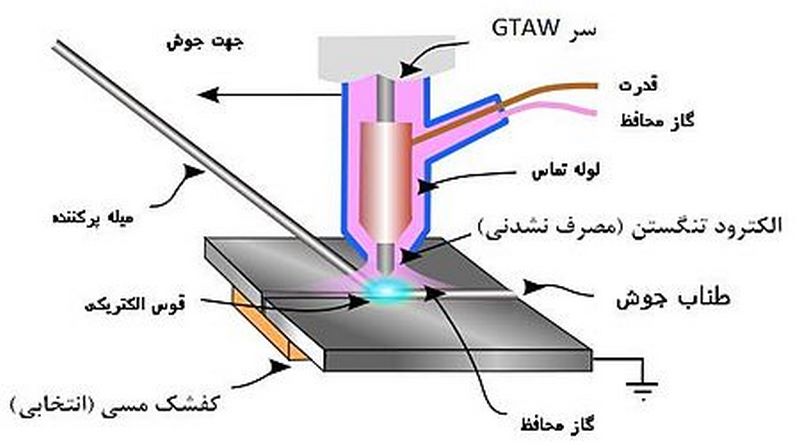
تجهیزات جوشکاری آرگون ؛ جوشکاری آرگون از روش های متداول برای متصل کردن قطعات فلزی می باشد. آرگون یکی از گازهای نجیب است که با نماد Ar در جدول تناوبی شناخته می شود. از این عنصر، بیشتر به عنوان یک گاز محافظ بی اثر در جوشکاری آرگون استفاده می شود. همچنین علاوه بر گاز محافظ، از ابزارها و وسایلی استفاده می شود که شناخت آن ها می تواند مفید باشد. در این مقاله قصد داریم به توضیح ابزارهای ضروری برای شروع عملیات جوشکاری آرگون بپردازیم.
تجهیزات جوشکاری آرگون
تجهیزات جوشکاری آرگون ؛ برای انجام عملیات جوشکاری آرگون همانند سایر روش های جوشکاری به تجهیزاتی نیاز است که در ادامه به شرح آن ها می پردازیم:
- منبع تغذیه
- سیلندر گاز محافظ
- رگلاتور
- شیلنگ و بست های گاز
- مشعل مخصوص جوشکاری
- کابل های اتصال
- الکترود تنگستن

منبع تغذیه (Power Source)
منبع تغذیه، از دو نوع مولد جریان برق برای فرآیند جوشکاری آرگون استفاده می کند، این دو مولد شامل موارد زیر است.
- مولد جریان برق مستقیم DC: منبع تغذیه DC، جریان یک طرفه از الکترون ها در یک مدار است که قوس پایدار ایجاد می کند.
- مولد جریان برق متناوب AC: مولد AC، جریان دو طرفه الکترون ها است که با استفاده از آن، قوس ها پایداری کمتری دارند و کنترل جوشکاری سخت تر است.
سیلندر گاز محافظ
کپسول محافظ دارای گازی با فشار گاز حدود ۱۵۰ تا ۲۰۰ bar است که در جوشکاری استفاده می شود.
رگلاتور
رگلاتور برای تنظیم شدت خروجی گاز محافظ از مشعل و گاز خروجی از کپسول، استفاده می شود. میزان دبی گاز مصرفی معمولا به زاویه مشعل، نوع طرح اتصال، نوع نازل و شماره سرامیکی بستگی دارد که حدودا بین ۳ الی ۸ لیتر بر دقیقه می باشد.
شیلنگ و بست های گاز
از شیلنگ و بست های گاز برای هدایت گاز محافظ از سیلندر به مشعل استفاده می شود.

مشعل (تورچ)
نام مشعل جوشکاری آرگون تورچ است، این وسیله جریان برقی که بوسیله کابل از رکتیفایر می آید را به الکترود تنگستن و گاز محافظ هدایت می کند. معمولا از آب یا هوا برای خنک کردن مشعل ها استفاده می شود. البته از مشعل هایی که در شدت جریانی پایین (به عنوان مثال زیر ۲۰۰ آمپر) و کوتاه مدت استفاده می شود، با استفاده از جریان گاز محافظ و هوا خنک می شوند و مشعل هایی که در شدت جریانی بالا و بلند مدت استفاده می شود، گرمای بسیار زیادی پدید می آید که خنک کردن آن با سیستم خنک کننده گردش آب انجام می شود.
الکترود تنگستن
در فرآیند جوش از الکترودهای تنگستن استفاده می شود. این نوع از الکترودها در گروه الکترودهای ذوب نشدنی قرار داده می شوند و ترکیبات شیمیایی آن طبق استاندارد AWS A 5.12 به صورت زیر است:
- EWP: الکترود تنگستن خالص
- EWLA: الکترود تنگستن – لانتانیوم (این الکترود از ۱ درصد اکسید لانتیوم یا لانتیا برخوردار است)
- EWTH: الکترود تنگستن – توریم (این الکترود از ۱ تا ۲ درصد اکسید توریم یا توریا برخوردار است)
- EWCE: الکترود تنگستن – سریم (این الکترود از ۲ درصد اکسید سریم یا سریا برخوردار است )
- EWZR: الکترود تنگستن – زیرکونیوم (این الکترود از ۰.۴ تا ۰.۱۵ درصد اکسید زیرکونیوم یا زیرکونیا برخوردار است.)
تنگستن یک عنصر فلزی کمیاب است که برای تولید الکترودهای جوش قوسی تنگستن گاز (GTAW) استفاده می شود. تنگستن دارای بالاترین نقطه ذوب در بین فلزات است که حدود ۳۴۱۰ درجه سانتیگراد می باشد. معمولا الکترودهای تنگستن در طول های ۷۶ تا ۶۱۰ میلی متر و در قطرهای ۰.۲۵ تا ۶.۳۵ میلی متر تولید می شوند. انتخاب الکترود، به نوع، ضخامت ماده پایه و نوع مولد متناوب (AC) یا (DC)، بستگی دارد.

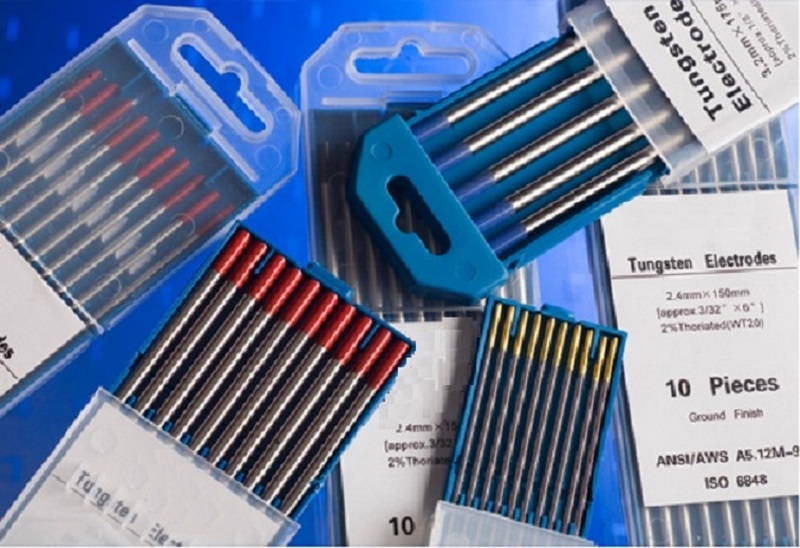
کد رنگ هر الکترود
هر الکترود دارای کد رنگی است. در ادامه به آن ها اشاره می کنیم:
رنگ سبز (تنگستن خالص نوع EWP)
الکترودهای تنگستن خالص، حاوی ۹۹.۵۰ درصد تنگستن هستند و به دلیل قیمت پایین، بالاترین میزان مصرف را در بین تمام الکترودها دارند. این الکترودها پایداری قوس بالایی را برای جوشکاری AC با موج متعادل به ویژه بر روی آلومینیوم و منیزیم، فراهم می کند. الکترودهای تنگستن خالص معمولاً برای جوشکاری DC استفاده نمی شود.
رنگ نارنجی (تنگستن حاوی ۲ درصد سریم نوع EWCE )
الکترودهای تنگستن نارنجی رنگ، حاوی حداقل ۹۷.۳۰ درصد تنگستن و ۱.۸۰ تا ۲.۲۰ درصد سریم هستند. این الکترودها در جوشکاری با مولد DC در جریان کم، بهترین عملکرد را دارند و برای جوشکاری لوله، ورق فلزی نازک و قطعات کوچک و ظریف محبوب است. توصیه می شود این نوع الکترود، در آمپرهای بالاتر استفاده نشود.
رنگ قرمز (تنگستن حاوی ۲ درصد توریم نوع EWTH)
امروزه یکی از رایج ترین الکترودهای مورد استفاده، الکترودهای قرمز رنگ هستند که به دلیل طول عمر بالا و سهولت در استفاده از محبوب بالایی برخوردارند. الکترودهای تنگستن قرمز حاوی حداقل ۹۷.۳۰ درصد تنگستن و ۱.۷۰ تا ۲.۲۰ درصد توریم هستند.
این الکترودها عمدتاً برای جوشکاری AC تخصصی (مانند آلومینیوم با گیج نازک و مواد کمتر از ۰.۰۶۰ اینچ) و برای جوشکاری DC بر روی فولاد کربن، فولاد ضد زنگ، نیکل و تیتانیوم استفاده می شوند. ظرفیت حمل الکتریسیته الکترودهای تنگستن توریم دار در مقایسه با سایر الکترودها، ظرفیت حمل بالاتری داشته و از طول عمر طولانی تری برخوردار هستند. خروج الکترون ها در الکترودهای تنگستن توریم دار به راحتی انجام می شود؛ به همین جهت شروع قوس با این الکترود راحت تر است و باعث ایجاد ثبات قوس بیشتری می شود.
رنگ قهوه ای (تنگستن حاوی ۱ درصد زیر کونیوم نوع EWZR)
الکترودهای تنگستن قهوه ای، حاوی حداقل ۹۹.۱۰ درصد تنگستن و ۰.۱۵ تا ۰.۴۰ درصد زیرکونیوم هستند. این الکترود قوس بسیار پایدار تولید می کند. قابلیت حمل جریان توسط این نوع الکترود برابر یا بیشتر از نوع قرمز آن است. لازم به ذکر است که تحت هیچ شرایطی از الکترودهای قهوه ای برای جوشکاری DC استفاده نشود. همچنین بهترین نوع الکترود انتخابی برای انجام عملیات جوشکاری آلومینیوم و منیزیم، الکترودهای زیرکونیوم دار هستند.
رنگ سیاه (تنگستن حاوی ۱ درصد لانتانیوم نوع EWLA)
رنگ زرد (تنگستن حاوی ۱ درصد توریم نوع EWTH)
آرتا استیل تهران متخصص واردات و توزیع انواع ورق های آلیاژی، استنلس استیل و فولاد ضد زنگ، میلگردهای استنلس استیل، لوله و پروفیل و ورقهای فنری، آمادگی خود را جهت همکاری و تأمین کلیه مقاطع فولادی و استنلس استیل به صنعتگران محترم اعلام می دارد. همچنین شما به راحتی می توانید با کارشناسان ما تماس و نسبت به ثبت سفارش خود اقدام نمایید .
دسترسی سریع به محصولات
میلگرد استیل | لوله استیل | استیل ضد زنگ | ورق نسوز | استیل ۳۰۴
