
- 09
- اسفند
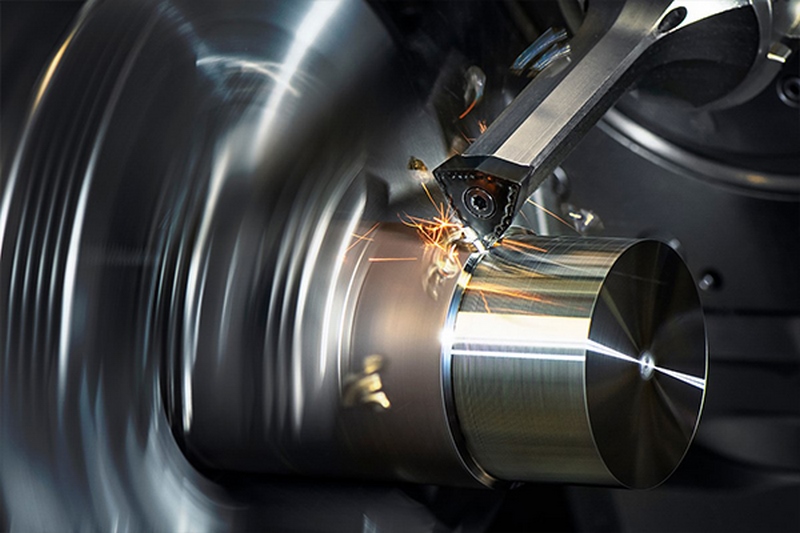
تراشکاری فولاد
تراشکاری فولاد کم آلیاژ به محتوای آلیاژ و عملیات حرارتی (سختی) بستگی دارد. برای همه مواد این گروه، رایج ترین مکانیسم های سایش، سایش دهانه و کناره است. برای مواد سخت تغییر شکل پلاستیک نیز یک مکانیسم سایش رایج به دلیل گرمای بیشتر در ناحیه برش است. فولادهای کم آلیاژ در شرایط سخت نشده، اولین انتخاب، سری فولاد از گریدها و هندسه است. در مواد سخت استفاده از درجه سخت تر (نمرات چدن، سرامیک و CBN) سودمند است. در ادامه این مقاله با ما همراه باشید.

تراشکاری فولاد
فولادهای پر آلیاژ شامل فولادهای کربنی با محتوای آلیاژی کل بیش از ۵ درصد است. این گروه شامل مواد نرم و سخت می باشد. قابلیت ماشینکاری در محتویات آلیاژ و سختی بالاتر کاهش می یابد. در مورد فولادهای کم آلیاژ، اولین انتخاب گرید و هندسه فولاد است. فولادهایی با بیش از 5 درصد عناصر آلیاژی و با سختی بیش از 450 HB، به مقاومت در برابر تغییر شکل پلاستیک و استحکام لبه نیاز دارند. استفاده از گرید سخت تر (نمرات چدن ، سرامیک و CBN) را در نظر بگیرید.
تراشکاری فولاد های زنگ نزن فریتی و مارتنزیتی
این فولاد ضد زنگ به عنوان مواد فولادی طبقه بندی می شود. توصیه های کلی ماشینکاری برای این نوع فولادها درجه بندی و هندسه فولاد ضد زنگ ما است. فولادهای مارتنزیتی را در شرایط سخت ماشین کاری می کنند. که نیاز به مقاومت اضافی در برابر تغییر شکل پلاستیکی درج مخصوص دارد.
استفاده از نمرات (CBN، HRC = 55) و بالاتر را در نظر بگیرید.

تراشکاری فولاد های زنگ نزن آستنیتی
فولاد زنگ نزن آستنیتی رایج ترین نوع فولاد ضد زنگ است. این گروه همچنین شامل فولادهای ضد زنگ فوق آستنیتی است که به عنوان فولادهای ضد زنگ با محتوای نیکل بیش از ۲۰٪ تعریف می شود. نمرات و هندسه های پیشنهادی پیشنهاد فولاد ضد زنگ ما از گریدهای CVD و PVD هستند. برای برش های متناوب ، یا جایی که چکش تراشه یا گیر کردن تراشه مکانیسم اصلی سایش است، از درجه های PVD استفاده کنید.
نکات تکمیلی
- همیشه از مایع خنک کننده برای کاهش سایش دهانه و تغییر شکل پلاستیک استفاده کنید.
- بزرگترین شعاع دماغه ممکن را انتخاب کنید.
- برای جلوگیری از ساییدگی بریدگی از درج های گرد یا زوایای ورودی کوچک استفاده کنید.
- تمایل به لکه گیری یا لبه ایجاد شده رایج است. هر دو تاثیر منفی بر روی سطح و عمر ابزار دارند.
- از لبههای تیز و یا هندسی با صفحه چنگک مثبت استفاده کنید.
- تراشکاری فولاد، که مسلماً رایجترین عملیات ماشینکاری است، چالش برانگیز بوده است.
- سال های اخیر – تا کنون این وایت پیپر پیشرفت های جدیدی را در علم مواد که اجازه می دهد را بررسی می کند.

مزایای فولاد
طیف جدید انواع آلیاژها و کاربردهای فولاد ضد زنگ ، TM1501 بهره وری بالا و مقاومت در برابر سایش را در قطعات فولاد زنگ نزن آستنیتی با اندازه متوسط تا بزرگ در شرایط پایدار فراهم می کند. TM2501 اولین انتخاب در آلیاژ فولاد زنگ نزن آستنیتی است که عمر ابزار طولانی و قابل پیش بینی و چقرمگی را برای انواع اندازه ها و شرایط اجزاء فراهم می کند. TM3501 در اندازه های مختلف اجزاء و در آلیاژهای دشوار که از فولاد ضد زنگ دوبلکس تا پیچیده و با آلیاژ بالا وجود دارند.
نکات تکمیلی
- عملکرد چرخشی ناسازگار در فولادهای زنگ نزن.
- شرایط مختلف ماشینکاری و قطعه.
- درج ها قبل از مصرف کامل ، دور انداخته می شوند.
- لبه های استفاده نشده هزینه ابزار را افزایش می دهد.
- تشکیل تراشه ضعیف در فولادهای زنگ نزن چسبنده.

شکستن ابزار
فولاد زنگ نزن آستنیتی رایج ترین نوع فولاد ضد زنگ است. این گروه همچنین شامل فولادهای ضد زنگ فوق آستنیتی است که به عنوان فولادهای ضد زنگ با محتوای نیکل بیش از ۲۰٪ تعریف می شود. نمرات و هندسه های پیشنهادی پیشنهاد فولاد ضد زنگ ما از گریدهای CVD و PVD هستند. برای برش های متناوب، یا جایی که چکش تراشه یا گیر کردن تراشه مکانیسم اصلی سایش است، از درجه های PVD استفاده کنید.
نکات تکمیلی
- همیشه از مایع خنک کننده برای کاهش سایش دهانه و تغییر شکل پلاستیک استفاده کنید و بزرگترین شعاع دماغه ممکن را انتخاب کنید.
- برای جلوگیری از ساییدگی بریدگی از درج های گرد یا زوایای ورودی کوچک استفاده کنید .
- تمایل به لکه گیری یا لبه ایجادی رایج است. هر دو تاثیر منفی بر روی سطح و عمر ابزار دارند. از لبههای تیز و/یا هندسی با صفحه چنگک مثبت استفاده کنید.

تراشکاری فولاد های ضد زنگ دوبلکس (آستنیتی/فریتی).
برای فولادهای زنگ نزن دوبلکس آلیاژی بالاتر، از عناوینی مانند فولادهای ضد زنگ فوق العاده یا حتی هایپر دوبلکس استفاده می شود. استحکام مکانیکی بالاتر ماشینکاری این مواد را سختتر میکند، بهویژه وقتی نوبت به تولید گرما، نیروهای برش و کنترل برادهها میرسد. نمرات و هندسه های پیشنهادی پیشنهاد فولاد ضد زنگ ما از گریدهای CVD و PVD هستند.
نکات تکمیلی
- برای کنترل بهتر تراشه و جلوگیری از تغییر شکل پلاستیک از مایع خنک کننده استفاده کنید. از ابزارهایی با منبع خنک کننده داخلی، ترجیحا خنک کننده دقیق استفاده کنید.
- از زوایای ورودی کوچک برای جلوگیری از ساییدگی بریدگی و ایجاد سوراخ استفاده کنید. تمامی این مواردی که برای شما توضیح دادهایم، اهمیت بسیار زیادی دارند که باید توجه زیادی به آنها داشته باشید. مراحل چرخش فلز هم بسیار اهمیت دارد.
مراحل چرخش فلز
ریسندگی فلز را می توان به صورت دستی یا با تراش CNC انجام داد. که مورد دوم به دلیل توانایی آن در ساده کردن فرآیند ترجیح داده می شود. ماشین تراش CNC به کارگران اجازه می دهد تا با برنامه ریزی عملیات ماشین تراش به یک برنامه کامپیوتری، فرآیند چرخش فلز را کنترل و خودکار کنند. هنگامی که از تراش CNC در ریسندگی فلز استفاده می شود. کارگر با قرار دادن یک قطعه فلزی دایره ای، مربعی یا مستطیلی شکل در ناحیه محرک تراش CNC شروع می کند.
قطعه فلزی معمولاً با استفاده از یک پد فشار محکم می شود. هنگامی که در جای خود قرار گرفت، تراش CNC برای چرخاندن و فشار دادن قالب بر روی قطعه فلزی فعال می شود. قدرت چرخشی تراش CNC سپس قطعه فلزی را تغییر شکل می دهد تا به همان شکل قالب برسد. هنگامی که ریسندگی فلز با دست انجام می شود، کارگر به صورت دستی قالب را روی قطعه فلزی فشار می دهد.

مزایای تراشکاری فلزات
ریسندگی فلز مزایای مختلفی دارد که یکی از آنها سهولت استفاده است. از آن جایی که این یک نوع فرآیند سرد کار است، نیازی به ذوب یا حرارت دادن فلز ندارد. در عوض، فلز بدون قرار گرفتن در معرض گرما تغییر شکل می دهد. این امر ریسندگی فلز را آسان تر و حتی ایمن تر از فرآیندهای کار گرم می کند. از آن جایی که قطعات فلزی را فشرده می کند. ریسندگی فلز ممکن است استحکام و عملکرد را نسبت به محصول نهایی افزایش دهد.
همان طور که تراش CNC قطعه فلز را در معرض نیروی چرخشی قرار می دهد، قطعه فلزی فشرده شده و تغییر شکل می دهد و در نتیجه استحکام کششی آن افزایش می یابد. علاوه بر این، تراشکاری فلز روی اکثر فلزات انعطاف پذیر از جمله فولاد ضد زنگ، آلیاژهای فولادی، آلومینیوم، برنز، آهن و غیره کار می کند. تا زمانی که یک فلز انعطاف پذیر باشد، هنگام پردازش از طریق چرخش فلز تغییر شکل می دهد.
معایب تراشکاری فلزات
تنها عیب واقعی چرخش فلز، احتمال آسیب دیدن قطعه فلزی است. برای مثال، اگر قطعه فلزی در طول فرآیند ترک خورد، راهی برای تعمیر آن وجود ندارد. برای دستیابی به نتیجه مطلوب، قطعه باید ضایع شود و با قطعه جدید جایگزین شود.
آرتا استیل تهران متخصص واردات و توزیع انواع ورق های آلیاژی، استنلس استیل و فولاد ضد زنگ، میلگردهای استنلس استیل، لوله و پروفیل و ورقهای فنری، آمادگی خود را جهت همکاری و تأمین کلیه مقاطع فولادی و استنلس استیل به صنعتگران محترم اعلام می دارد. همچنین شما به راحتی می توانید با کارشناسان ما تماس و نسبت به ثبت سفارش خود اقدام نمایید .
دسترسی سریع به محصولات
میلگرد استیل | لوله استیل | استیل ضد زنگ | ورق نسوز | استیل ۳۰۴
