
- 29
- آبان
خم کاری لوله به روش القایی
خم کاری لوله به روش القایی ؛ از روشهای خمکاری به روش القایی اشاره داشت که از تکنیکهای برتر و کارآمد در صنایع فولاد است. برای ایجاد گرما و حرارت لازم بهمنظور تغییرشکل فلز، در این روش جریان الکتریکی القایی با فرکانس بالا را بهکار میبرند. فناوری القایی در ابتدا برای سخت کردن سطحی فولادها بهکار گرفته میشد. ولی امروزه دستگاههای خم به روش القایی را معمولاً برای خمکردن لوله استفاده میکنند؛ بخصوص که این روش راهکاری مناسبی است برای تولید اتصالات استیل لوله در ابعاد مختلف.
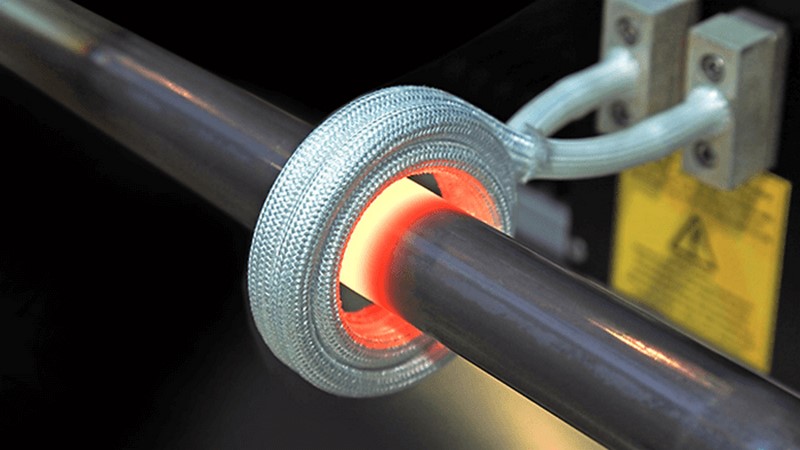
شاید برای شما سؤال ایجاد شده باشد که نحوه خم کاری به روش القایی چگونه است؟ سیم پیچ القایی در اطراف لوله به نحوی قرار میگیرد که قسمت کوچک و دایرهای شکل از لوله را تا دمای 850 تا 1100 درجه سانتیگراد (بسته به جنس لوله) گرم میکند. لوله به تدریج از میان سیمپیچ القایی عبور کرده و بهشکلی کنترل شده خمکاری مورد نظر انجام میشود. در ادامه مطلب به تشریح این روش خواهیم پرداخت؛ پس همراه ما باشید.
تولید خم القایی
خم کاری لوله به روش القایی ؛ در این بخش قصد داریم به ارائه اطلاعاتی درباره تولید خم القایی و ماهیت فرآیند خم شدن لولهها در حالت گرم بپردازیم. برای اجرای این فرایند به دستگاههای مخصوص نیاز است. لوله مورد نظر باید در مرکز دستگاه قرار بگیرد. حالا باید نسبت به تأمین گرمایش محیطی لوله اقدام کرد. برای این امر نیاز است تا جریان الکتریکی را به یک سیمپیچ (سلونوئید) اعمال کرد. بهاینترتیب بر اثر جریان القایی گرمای مورد نیاز در ناحیهای مشخصی از لوله ایجاد میشود، و بهراحتی شرایط تغییر شکل فراهم خواهد شد. این تجهیزات شعاع انحنای مورد نظر را با عبور لوله از داخل آن ایجاد میکنند. فلز گرم شده در محدوده خارج از سیم پیچ القایی با اسپری آب روی سطح بیرونی لوله خنک میشود.
در واقع میتوانیم اینطور بیان کنیم که در خمکاری به روش القایی با کنترل توزیع گرما و سرد سازی نقاط مختلف، فرایند شکلپذیری لولهها را تحت کنترل میگیرند. در خم کاری به روش القایی، انتهای محصول مورد نظر به بازوی خمشی متصل است. این بازو قادر است خمشی تا 180 درجه داشته باشد. طول نوار لوله استیل که در این فرایند تحتتأثیر گرما قرار میگیرد، 20 تا 25 میلیمتر یا به عبارتی حدود 1 اینچ است. برای اینکه خم کاری به روش القایی درست و تحت کنترل انجام شود، باید محدوده دما را بهدرستی تنظیم کرد.
محدوده خمکاری به روش القایی
محدوده خمکاری به روش القایی بین 800 تا 1100 درجه سانتیگراد یا به عبارتی 1470 تا 1975 فارنهایت است. با عبور لوله از میان سیمپیچ، به دلیل ایجاد گرما و در نتیجه انعطافپذیر شدن لوله، خمشدگی صورت میپذیرد. سرعت فرایند خم در این روش میتواند از 13 تا 150 میلیمتر در دقیقه باشد. برخی از صنایع به شعاع بزرگتری از لولهها نیاز دارند. در این شرایط برای اینکه بتوان نیروی خمشی مورد نیاز را تأمین کرد، از مجموعهای از رولها نیز بهره برده میشود. در نهایت برای اینکه لوله تولیدشده به ویژگیهای مورد نظر دست پیدا کند، باید فرایند تنشزدایی را نیز روی آن انجام دهید.
علاوه بر نکاتی که در خمکاری به روش القایی اشاره شد لازم به ذکر است، در طول فرآیند خم کاری به روش القایی جدارههای داخلی خم ضخیمتر شده و دیوارههای خارجی خم نازکتر میشوند. دمای عملیات خم، سرعتی که لوله از سیم پیچ القایی عبور میکند، محل قرارگیری سیم پیچ القایی در اطراف لوله (نزدیک به داخل یا خارج) و سایر متغیرها همگی بر میزان ضخیم یا نازک شدن جداره لوله تأثیر می گذارند. خم القایی را میتوان طبق سفارش با یک زاویه خم خاص ساخت یا در زوایای خم استاندارد (مانند 45 درجه، 90 درجه و غیره) تولید نمود. ایجاد خمهای مرکب (خمهای خارج از صفحه و 3 بعدی) در یک اتصال لوله نیز امکان پذیر است. قطر لوله پارامتر اصلی برای تعیین شعاع خم است.

مزایای خم کاری به روش القایی
خم کاری به روش القایی یا روش خم القایی مزایای گوناگونی دارد. هرکدام از این مزایا میتواند ویژگیهایی را در محصول ایجاد کند که برای مصرفکننده و صنعتگری که محصول این روش را استفاده میکند جالب توجه باشد. در یک نگاه کلی مزایای خمکاری به روش القایی شامل موارد زیر میشوند:
- برای اینکه سیال بهصورت روان جریان پیدا کند، میتوان خمهای با شعاع بزرگتر نیز تولید کرد.
- هزینههای تولید مقرونبهصرفه خواهند بود و میتوانید راندمان خوبی را شاهد باشید. برای مثال در مقایسه با استفاده از زانوی جوشی برای ایجاد خم در لوله، این روش هزینه بسیار کمتری دارد.
- برای جایگزینکردن زانوها میتوانید از خمهایی با شعاع بزرگتر استفاده کنید. این کار نتایج مثبتی در پی دارد که مهمترین آنها شامل کاهش اصطکاک، سایش و انرژی پمپاژ میشوند.
- خم القایی این قابلیت را دارد میزان انواع جوشکاری را به شکل قابلتوجهی کاهش دهد. این جوشها در نقاط بحرانی کمتر شده و یا به عبارتی حذف میشوند. در نهایت توانایی تحمل فشار و تنش تا حد چشمگیری بهبود پیدا میکند.
- خم القایی در مقایسه با موارد مشابه معمولاً قدرت و تحمل مکانیکی بیشتری دارند؛ هرچند که ضخامتها یکسان باشند.
- ازآنجاییکه آزمایشهای غیرمخرب روی جوشها کمتر انجام میشود، در نهایت صرفهجویی در هزینهها را شاهد خواهید بود.
- راحتتر میتوان به مواد اولیه دسترسی پیدا کرد. در نهایت روند ساختوساز نیز سرعت میگیرد.
- با خمکاری به روش القایی سهبعدی، تعداد زانوها و خمهای معمولی را میتوان به میزان قابل توجهی کاهش داد.
- این یک تکنیک از نظر تولیدی، فرایندی تمیز به حساب میآید. در این روش نیازی به روغن کاری نیست و آب مورد استفاده برای خنککاری قابل بازیافت است.

سخن آخر
خم کاری لوله به روش القایی ؛ برای خمکاری به روش القایی روشهای مختلفی وجود دارند که یکی از بهترین آنها خم کاری به روش القایی است. این روش مزایای زیادی دارد که یکی از مهمترین آنها صرف هزینه پایینتر است. همچنین کیفیت انجام کار نیز در نهایت بالاتر از سایر روشها خواهد شد.
آرتا استیل تهران متخصص واردات و توزیع انواع ورق های آلیاژی، استنلس استیل و فولاد ضدزنگ، میلگردهای استنلس استیل، لوله و پروفیل و ورقهای فنری، آمادگی خود را جهت همکاری و تأمین کلیه مقاطع فولادی و استنلس استیل به صنعتگران محترم اعلام می دارد. همچنین شما به راحتی می توانید با کارشناسان ما تماس و نسبت به ثبت سفارش خود اقدام نمایید .
دسترسی سریع به محصولات
میلگرد استیل | لوله استیل | استیل ضدزنگ | ورق نسوز | استیل ۳۰۴
ما را در شبکههای اجتماعی دنبال کنید
صفحه فیسبوک | صفحه اینستاگرام | لینکدین | مایاسپیس | پینترست | یوتیوب | ویکیپدیا |
