- 04
- دی
جوشکاری استیل
استیل یا فولاد زنگ نزن، مدتهاست که به عنوان یک مصالح ساختمانی و صنعتی محبوب مورد استفاده قرار میگیرد. زیرا دوام، استحکام و کارایی بالایی دارد و در برابر خوردگی از خود مقاومت نشان میدهد. اما در کنار همه این ویژگیها، جوشکاری استیل کمی چالش برانگیز است و با انواع جوشکاری فلزات دیگر تفاوت دارد.

راه های جوشکاری استیل
جوشکاری استیل، راهی علمی و تخصصی برای اتصال قطعات مختلف استیل به یکدیگر است. روشهای مختلفی برای جوشکاری استیل وجود دارد که جوشكاری CO2 یکی از قدیمیترین آنها است. اصلیترین این روشها را در ادامه مورد بررسی قرار خواهیم داد.
جوشکاری قوسی گاز تنگستن
جوشکاری قوسی گاز تنگستن یک فرآیند رایج برای جوشکاری استیل است. انرژی مورد نیاز برای ذوب قطعه کار، با ایجاد قوس بین الکترود تنگستن و فلز اصلی تولید میشود. با اینکه این روش یک فرآیند رایج برای اکثر فولادهای آلیاژی است، ولی الزامات خود را دارد. پایداری قوس در طول عملیات جوشکاری یک پارامتر حیاتی برای پیشرفت مناسب فرآیند است. در اینجا ایجاد یک اتمسفر گاز بیاثر، ممکن است برای افزایش کیفیت جوش مفید باشد.هنگامی که اتمسفر لازم برای گاز بیاثر تضمین شود، پایداری قوس تولید شده افزایش مییابد. نوع گازهای محافظ ممکن است به فلز اصلی بستگی داشته باشد. معمولا مخلوطهای آرگون، هلیوم و هیدروژن ترجیح داده میشوند.
با این حال، مخلوط گاز محافظ نیز برای جوشکاری استنلس استیل ضروری است.در طول جوشکاری، مخلوطهای آرگون-هیدروژن، آرگون-نیتروژن و آرگون-هلیوم-هیدروژن در مقادیر مشخص استفاده میشود. انتخاب نادرست نوع گاز محافظ ممکن است باعث از بین رفتن عناصر آلیاژی شود. علاوه بر این، از دست دادن عناصر آلیاژی میتواند خواص مقاومت در برابر خوردگی استیل را مختل کند. از این رو، انتخاب اتمسفر دقیق به طور مستقیم بر کیفیت جوش استیل تاثیر میگذارد.
جوشکاری قوس پلاسما
این روش جوشکاری از نظر نحوه کار به جوشکاری قوسی تنگستن شباهت دارد. با این حال، کاربرد قوس پلاسما کمی با مورد قبلی متفاوت است. در این روش، از یک نازل استفاده میشود که گسترش قوس را محدود میکند. قوس این فرآیند باریکتر از عملیات جوشکاری قوس معمولی است. مخلوط گازهای محافظ شبیه به گازهای جوشکاری قوسی گاز تنگستن است. فرآیند جوشکاری قوس پلاسما نسبت به روش قبلی مزایایی دارد. به خصوص در عملیات جوشکاری استیل، یک قوس پلاسما کنترلشده، امکان کنترل بهتر انرژی ورودی را فراهم میکند. از آنجایی که مقدار عناصر آلیاژی برای استیل زیاد است، منطقهی متاثر از حرارت میتواند برای عملیات جوشکاری استیل مشکلساز باشد.
جوشکاری قوس فلزی با گاز
این فرآیند تقریبا شبیه به دو راه جوشکاری قبلی صورت میگیرد. در اینجا یک قوس بین الکترود و فلز اصلی ایجاد میشود. اما در روش جوشکاری قوس فلزی با گاز، چگالی جریان بالایی بر روی الکترود سیم مصرفی حفظ میشود.حالت جوشکاری برای عملیات جوشکاری استیل را میتوان به عنوان الکترود جریان مستقیم مثبت یا قطبیت معکوس جریان مستقیم انتخاب کرد.
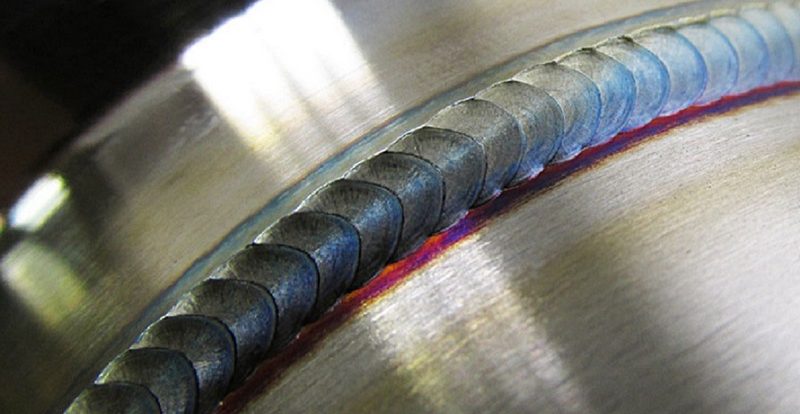
جوشکاری تیگ یا جوشکاری آرگون
جوشکاری تیگ به دلیل کیفیت بالا، استحکام، تطبیقپذیری و طول عمر بیشتر مورد استفاده قرار میگیرد. این یک انتخاب ایدهآل برای فلز نازک است که به زیبایی ظاهری فلز اهمیت میدهد.جوشکاری استیل با آرگون قویترین جوش را نسبت به سایر روش ها دارد. جریان الکتریکی، یک قوس بین تنگستن و فلز پایه ایجاد میکند. قوس به نوبه خود حرارت زیادی را تولید میکند که میتواند سطوح را ذوب کند تا به هم بپیوندند.
جوشکاری قوس الکتریکی
اگرچه این تکنیک یک روش جوشکاری استیل بسیار قدیمی است، اما به دلیل سادگی آن در اکثر فرآیندهای جوشکاری به کار میرود. بنابراین، روش جوشکاری قوس الکتریکی برای عملیات جوشکاری فولاد زنگ نزن ترجیح داده میشود. الکترود شامل یک فلز هسته است که با مواد شار پوشانده میشود. مواد شار مانع از تشکیل ترکیبات نامطلوب میشود که میتواند برای عملیات جوشکاری استیل مضر باشد. در این روش، سربارههای تشکیل شده را میتوان به راحتی حذف کرد. برای عملیات از الکترودهای روتیلی یا آهک استفاده میشود.
جوشکاری مقاومتی نقطه ای
این روش بیشتر برای جوشکاری ورق های استیل استفاده میشود. ذوب فلزات اصلی با اعمال جریان الکتریکی از طریق قطعه کار تضمین میشود. به دلیل سادگی و سرعت، جوشکاری مقاومتی نقطه ای برای جوش استیل ترجیح داده میشود. جوش نقطه ای از جریان الکتریسیته استفاده میکند تا لبههای فلز ساییده شده را حرارت دهد و آنها را به هم وصل کند. این نوع جوشکاری با نقطه ذوب پایین روی فلز انجام میشود و از کج شدگی فلز جلوگیری میکند.
جوشکاری پرتو الکترونی
فرآیند جوشکاری پرتو الکترونی استیل، پرتویی از الکترونهای پرسرعت به محل تلاقی دو قطعه تابانده میشود. بنابراین، ذوب قطعه کار با برخورد الکترونها تضمین میشود. بدین ترتیب قطعات ذوب شده به یکدیگر اتصال داده میشوند.درزهای عمیق و نازک جوش را میتوان با استفاده از جوشکاری پرتو الکترونی ایجاد کرد. از این رو، حساسیت برای ناحیه متاثر از حرارت به حداقل میرسد و این موضوع برای جوشکاری استیل سودمند است.
جوشکاری استیل با الکترود
جوشکاری استیل با الکترود و بدون نیاز به گاز محافظ روشی ارزان قیمت است که برای اتصال این فلزات به یکدیگر مورد استفاده قرار میگیرد. در جوشکاری الکترود از الکترودهای آلیاژی مختلف استفاده میشود.

لوازم جوشکاری استیل
به طور کلی لوازم جوشکاری انواع اتصالات استیل تفاوت چندانی با جوشکاری فلزات دیگر ندارد. برخی از مهمترین تجهیزات عبارتند از:
دستگاه جوش استیل؛ به عنوان مثال جوشکاری استیل با اینورتر به عنوان یکی از دستگاههای مرسوم.
- الکترودها
- گاز محافظ
- برس سیمی و حلال برای تمیز کردن فلز
- گیره
- میز جوش (برای کارهای کوچکتر در مغازه)
- کلاه ایمنی جوشکاری
- عینک ایمنی (برای سنگ زنی و سایر کارهای جانبی)
- پیشبند چرمی، آستین و دستکش
- چکمههای جوشکاری
- تهویه (برای داخل خانه)
- انبر

جوشکاری مناسب استیل
این موضوع به نتیجهای بستگی دارد که میخواهید به دست آورید. جوشکاری استیل را میتوان با جوشکاری قوس فلزی محافظ یا جوشکاری قوسی گاز تنگستن انجام داد و هر یک از این فرآیندها نتایج کمی متفاوت به همراه خواهند داشت. برای یافتن بهترین فرآیند جوشکاری برای پروژه خود، عوامل زیر را در نظر بگیرید:
- سطح مهارت جوشکار
- زیبایی شناسی قطعه نهایی
- ضخامت فلز
- هزینهها و عوامل زمانبندی پروژه

آرتا استیل تهران متخصص واردات و توزیع انواع ورق های آلیاژی، استنلس استیل و فولاد ضد زنگ، میلگردهای استنلس استیل، لوله و پروفیل و ورقهای فنری، آمادگی خود را جهت همکاری و تأمین کلیه مقاطع فولادی و استنلس استیل به صنعتگران محترم اعلام می دارد. همچنین شما به راحتی می توانید با کارشناسان ما تماس و نسبت به ثبت سفارش خود اقدام نمایید .
دسترسی سریع به محصولات
میلگرد استیل | لوله استیل | استیل ضد زنگ | ورق نسوز | استیل ۳۰۴
