
- 26
- تیر
اسید شویی ورق ، فرآیند و کاربردها
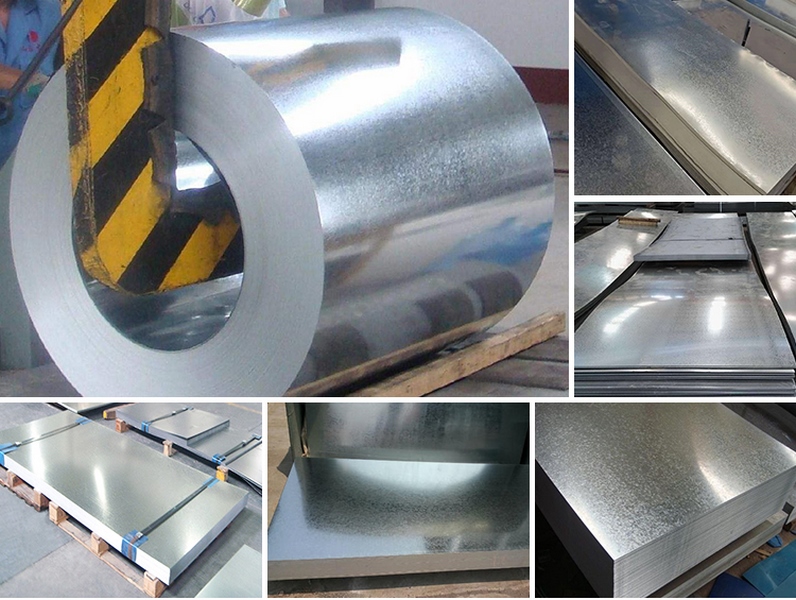
اسید شویی ورق ، با فعالیت در صنعت فولاد و یا در بازار آهن آلات به طور یقین نام ورق اسید شویی به گوش شما خورده است. ورقی که معمولاً از ورق سیاه (نورد گرم) گرانتر و از ورق روغنی (نورد سرد) ارزانتر است. در این مقاله با آرتا استیل تهران همراه باشید .

فرآیند اسید شویی ورق
اسید شویی ورق ، فرایندی که بهمنظور حذف پوستههای روی سطح ورق که بر اثر فرایند نورد گرم بوجود می آید انجام می گردد. بهطور کلی هدف از انجام این فرآیند، دستیابی به کیفیت سطحی مطلوب برای ورود به عملیات نورد سرد و تولید ورق روغنی است. اما ممکن است کارخانههای کوچکی که محصولات نورد سرد مانند لوله، قوطی، نبشی، ناودانی و… تولید میکنند.
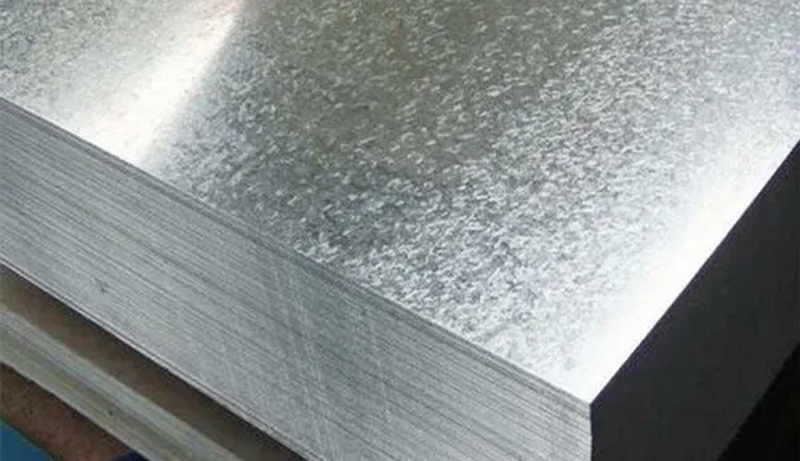
در این فرآیند، اکسید آهنی که در دمای بالا پدیدار گردیده (پوسته یا scale )، طی یک فرآیند حذف میشود. پوسته از لحاظ شیمیایی بسیار شبیه به زنگ زدگی است. چرا که پوسته هم از پیوند آهن و اکسیژن با آرایش مولکولی متفاوت ایجاد می گردد. همانند زنگ زدگی، پوسته نیز بر روی سطح فولاد ایجاد میشود، یعنی جایی که آهن در معرض هوا قرار میگیرد.

اما این پوسته ها معمولا یک تفاوت بزرگ با اکسید آهن دارند و آن این است که پوسته در دمای بالا تشکیل میشود. با گذر زمان، این پوسته عمق بیشتری در فولاد پیدا میکند و سرعت رشد آن نیز با افزایش دما بهسرعت افزایش پیدا میکند. تختالها در دستگاه پرداخت نورد گرم زمانی که از کوره پیش گرم خارج و ضخامت یک لایه از پوسته آنها به بیش از 1/8 اینچ میرسد. بهطور معمول لایه عادی پوسته، یا “پوشش پوسته”، که با اسید شستشو میگردد، ضخامتی کمتر از یک هزارم اینچ و ظاهری به رنگ خاکستری مات دارد.

حذف پوستههای مرحله اول
در ابتداییترین بخش خط اسید شویی، حتی قبل از قیچی و جوشکار، دو دسته غلتک وجود دارد. که سه تای آنها زیر ورق و دو تا بالای ورق هستند. اینها با یکدیگر تشکیل مش میدهند تا بتوانند ورق را محکم نگهدارند. “هموارگر کلاف بازکن” سر کلاف را به سمت بخش جوشکاری حرکت میدهد. و در نهایت ورق را از حالت گرد به حالت تخت تبدیل می کند. همچنین پوستههای درشت و برجسته را بر اثر اعمال فشار خرد میکند.

عملیات مداومسازی
ماهیت پیوسته خط اسید شویی نیازمند این که کلافها، از سر و ته، به یکدیگر متصل شوند. برای انجام این کار، قیچی فلز بر هیدرولیکی موجود در لبهٔ ورودی، یک بخش از هر دو سر کلاف را برش می دهد. و بهصورت مربعی در میآورد. و پوششهای بیرونی دچار مشکل را از بین میبرد. بهمنظور تسریع آماده سازی کلافها، بلافاصله پس از برش نوار، و قبل از اینکه لبهٔ بالایی بر روی خط اسید شویی بارگیری گردید، خود لبهٔ بالایی قیچی میشود.
سر کلاف بعدی مماس به ته کلاف آخر قرار دارد . و با یک جریان ولتاژ بالا خط اتصال دو کلاف را ذوب میکند. هر دو ورق بهصورت هیدرولیکی تحت فشار قرار میگیرند و بهواسطهٔ جوش لب به لب به یکدیگر متصل میشوند. میزان جریان اعمالی و مقدار زمان مجاز برای هر فرآیند، بهعنوان “دستورالعملهای” مختلف از قبل در یک کامپیوتر برنامه ریزی می گردد.

این فرایند ممکن است به بیش از صد حالت انجام پذیرد. و ابعاد و گرید فولادی که جوشکاری تعیین کنندهٔ آن است که کدام یک بکار گرفته میشوند. بلافاصله پس از جوشکاری، ابزار برش، پلیسههایی که بر اثر فرایند جوش لب به لب ایجاد شدهاند را برش میدهند.

پایداربودن جوش بین دو ورق طبیعتاً بسیار مهم است، چرا که در صورت شکسته شدن ورق بر روی خط اسید شویی، تعمیر آن بسیار وقتگیر خواهد بود. به همین دلیل، با توجه به ترتیب زمان بندیها، محدودیتهای خاصی اعمال میشود تا جوش های بین کلافهایی با ابعاد و ترکیبهای مختلف را محکم نگه دارد.

فرآیند اصلاح و پوستهگیری ورق
قبل از ورود به بخش وان اسید، یک دستگاه موج شکن وجود دارد که همراه با 7 غلتک با اعمال فشار و کشش از بالای ورق میزان تختی ورق را بهبود میبخشد. با عبور ورق از این دستگاه پوسته های سطحی باقی مانده از فرایند نورد گرم که در مرحله اول حذف پوسته از بین نرفته بودند، از بین میروند تا ورق بدون پوستههای برجسته کوچک وارد وان اسید شویی شود.همچنین این مرحله باعث میشود که محل جوش داده شده در مرحله قبل نیز با ورق هم سطح شود و در فرایند ایجاد اختلال ننماید.

وان اسید شویی
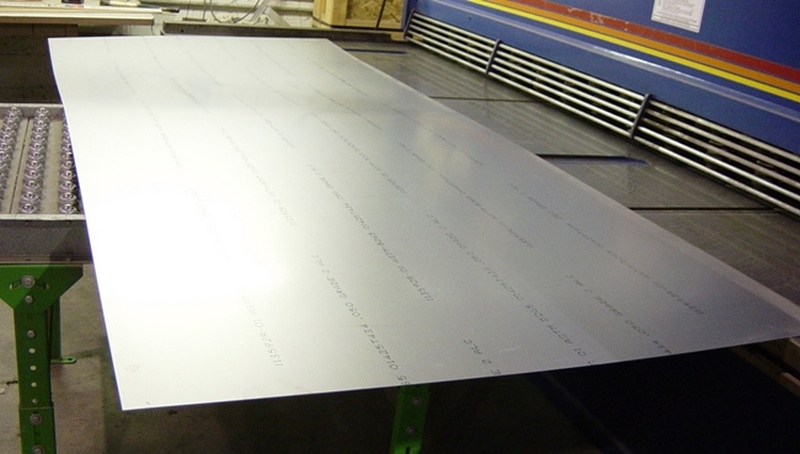
مرکز خط اسید شویی را وانهای اسید تشکیل میدهند. که از چهار مخزن پشت سر هم تشکیل گردیده. این مخازن حاوی اسید هیدروکلریک با غلظتی بین 2 تا 10 درصد هستند و در دمایی بین 82 تا 93 درجه سانتیگراد نگهداری میشوند. بهمنظور جلوگیری از حمله اسید به فولاد زیر پوسته (فلز پایه)، بازدارندههای شیمیایی را به این ترکیب اسیدی اضافه میکنند.

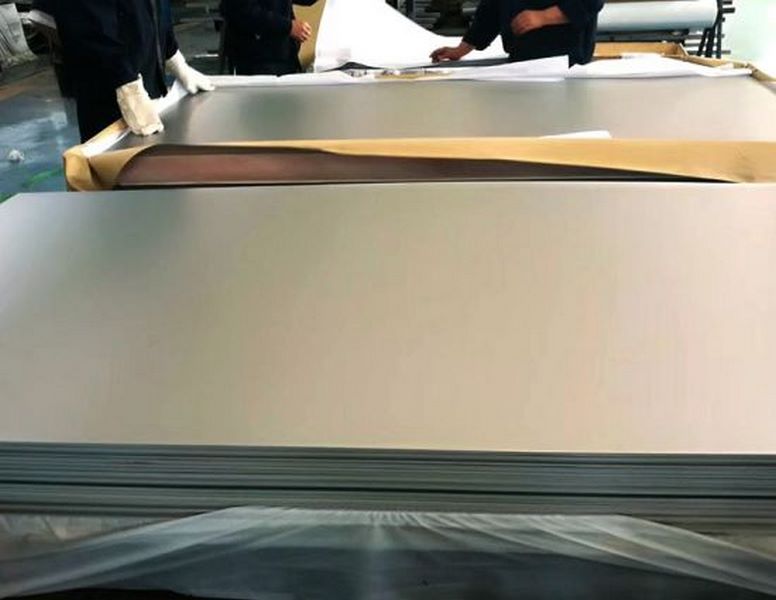
ورق فولادی، بخش وان اسیدی را با سرعت 164.5 متر بر دقیقه پشت سر میگذارد. و سپس با افشانههای آب شستشو و با هوا خشک میشود . و در نهایت ورق اسید شویی تمیز با رنگی نقرهای و مات به دست میآید. در دو سر ورودی و خروجی مخازن اسید از آکومولاتور استفاده میشود. (آکومولاتور باعث حفظ فشار بر روی اسید موجود در وانها می گردد. و یکنواختی سطح اسید موجود در مخازن را تضمین میکند. تا از تلاطم و کاهش یا افزایش میزان اسید جلوگیری شود.)

تا اسید شویی فولاد در وان های اسیدی بدون وقفه ادامه یابد. و هم زمان با ورود کلافها روی خط اسید شویی و برداشتن آنها از روی خط، ورقها با سرعت ثابت شسته شوند. این امر هم برای حفظ بهره برداری، و هم برای جلوگیری از لکه دار شدن ورقها، که ممکن است هنگام توقف بین وان های اسید و خشک کننده هوا رخ دهد، ضروری است.

بخش برش و بازرسی
در صورت نیاز، در انتهای خروجی خط لبههای ورق به وسیلهٔ تیغههای مخصوص بریده میشوند. تا محصولی با لبههای تمیز و عرض یکنواخت ایجاد شود. معمولاً برش لبهها در خط اسید شویی حدود 31.75 میلی متر از دو طرف ورق را حذف میکند. با این حال، در صورت لزوم، مقدار 19.05 میلیمتر تا 50.8 میلیمتر را نیز میتوان برش داد.
بین بخش برش و روغن زنها، یک بخش ویژه برای بازرسی وجود دارد که دارای یک حسگر مجهز به اشعه ایکس است. کیفیت سطح بالا و پایین ورق بهعلاوهٔ یکنواختی آن در این بخش تأیید میشود. و همچنین برای بررسی یکنواختی پهنای سر و ته هر کلاف، از نوار مندرج استفاده می گردد . تا از کیفیت خروجی ورق اطمینان حاصل شود.
پرداخت نهایی و کلافکردن ورق اسید شویی
بهوسیلهٔ روغن زن الکترواستاتیک، روغن را بر روی سطح ورق اسید شویی شده می پاشند. برای انجام این کار، این روغن زنها از بارهای الکتریکی استفاده میکنند . تا درست قبل از بازگشت ورق به حالت اولیه (کلاف)، روغن روی سطح ورق جذب شود.

روغن زن یک لایه محافظتی از روغن باکیفیت را بر روی ورق اسید شویی میپاشد. تا از زنگ زدن آن تا زمان خرید فولاد توسط مشتری و یا ورود به خط نورد سرد، جلوگیری کند. این عمل ممکن است تا بیش از شش ماه بتواند از ورق محافظت کند.

سپس ورق اسید شوی شده مجدداً کلاف میشود . و پس از کامل شدن کلاف ابتدا منطقه مربوط به جوش بین دو ورق که در ابتدای خط ایجاد گردیده با قیچی هیدرولیکی بریده میشود . و پس از پایان کار یک جفت نوار فولادی مستحکم به اطراف محیط کلاف می بندند. با توجه به نیاز این ورق برای فروش یا ورود به فرایند تولید ورق روغنی ارسال میشود . به همین دلیل تنوع بسته بندی در این مرحله ممکن است .

آرتا استیل تهران متخصص واردات و توزیع انواع ورق های آلیاژی، استنلس استیل و فولاد ضد زنگ، میلگردهای استنلس استیل، لوله و پروفیل و ورقهای فنری، آمادگی خود را جهت همکاری و تأمین کلیه مقاطع فولادی و استنلس استیل به صنعتگران محترم اعلام می دارد. همچنین شما به راحتی می توانید با کارشناسان ما تماس و نسبت به ثبت سفارش خود اقدام نمایید .
دسترسی سریع به محصولات
میلگرد استیل | لوله استیل | استیل ضد زنگ | ورق نسوز | استیل ۳۰۴
